食品製造工場の設計手順(前編)
~HACCPの考え方を取り入れた工場設計~
食品製造工場の建設は、肉、魚や野菜といった原材料を安全に調理し、包装し出荷する工程についていくつかの角度から検討して工場設計に反映している。
HACCPは生産する食品に対する安全上の危害要因を分析して、生産上の機器管理点を設定しそれを遵守するシステムなので、建物や生産設備はあくまでシステム上の前提条件となる。前提条件とシステムが両方機能して食品の安全な製造が担保される。
HACCPという表現には、FSSC、JFS、ISOといった規格に沿った考え方が含まれる。AIBのように設備保全の考え方が多く盛り込まれた規格もあり、同じく考慮する。
工場設計はそのHACCPに代表される考え方にさまざまな部分で配慮して、レイアウトを行い、建築材料を選定し、換気や空調、給水、排水といった能力を設定していく。
HACCPをベースとした食品製造工場のレイアウト
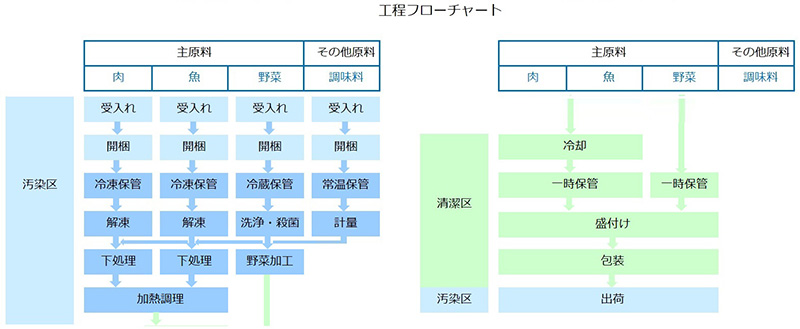
食品原材料が入荷してから、保管、下処理、調理、包装、仕分けといった工程を肉、魚、野菜、米といった材料別に生産フローチャートに表す。この部分は、HACCPを実施するにあたり最初に検討する7原則12手順に含まれる(※1)ので、すでに準備されているものを利用する。
生産フローチャートを工場レイアウトや生産室の環境、壁材床材などの建築資材に反映した工場設計を行ったことをHACCPの観点から確認することで前提条件が揃い(※2)、次にHACCPに基づいた生産管理を進めていけることになる。
レイアウトは生産フローチャートと生産量から必要面積を決定し、室配分を決めていく。生産品目と消費期限、生産量によって必要な生産面積や室配分、生産室の環境が大きく変わる。
消費期限の短い日配商品などは危害要因も多く、室を小分けして危害要因を分散する必要があり、消費期限が30日、60日といった長い商品は製品包装後の殺菌工程なども存在し、比較的自由なレイアウトを取れる傾向がある。
また、生産量によって、原材料や下処理の工程を肉と魚、卵、野菜で分けたり、調味料を計量する専用の室を設けたりすることがある。
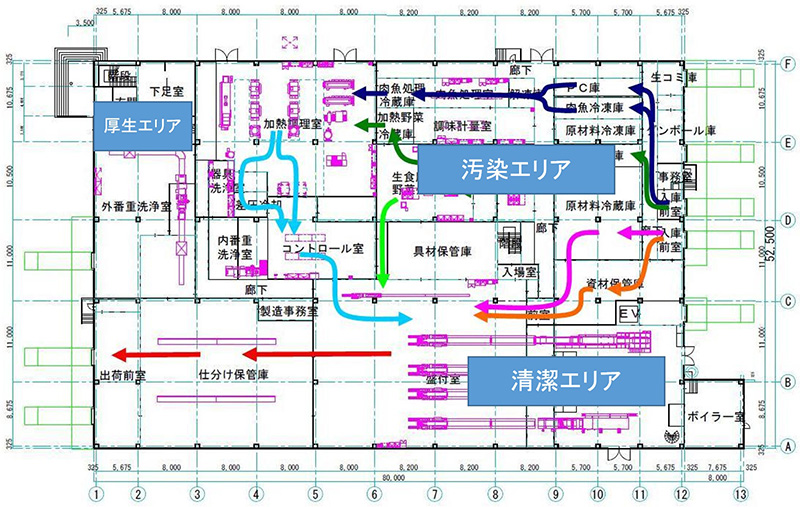
生産量が多く、消費期限が短いコンビニエンスストアの米飯べんとうを製造する工場の例を図に示す。

※1[手順4]製造工程一覧図の作成、にあたる
※2[手順5]製造工程一覧図の現場確認、では現場での人の動き、モノの動きを確認することになっている
工場設計の手順
工場設計は工程上の危害要因の分析や管理点を想定しながら進める。
レイアウトに着手した段階で、清潔エリア/汚染エリアのゾーニングを行い、入荷出荷を含めた生産物の動線を検証する。
動線は生産物のほかに、番重/クレート/コンテナといった生産容器の動線、包材など副資材の動線、従業員の入退場の動線などを併せて検討する。
付随して設置していくのが、開梱室、生ゴミなどの廃棄物保管庫、容器洗浄保管室、半製品保管庫、副資材保管庫、手洗いや帽子の着衣、靴の履き替えなどを行う入場室退場室、およびその準備室や保管室、更衣室などの厚生設備といった施設になる。
通常の入退場とは別に、入荷、出荷業者が出入りする納入口や、見落としがちなメンテナンス用の入退場口、および生産エリアに到達するルートもあらかじめ考慮しておくと危害要因が減る。
これらを総合して入荷/出荷/厚生エリア/汚染エリア/清潔エリアも含めたレイアウトを進める。
危害要因の分析を考慮した工場設計
衛生的なゾーニングを行うためには、危害要因を分析する必要がある。
食品製造の危害要因を、生物的危害、化学的危害、物理的危害に分類してその食品の摂食者の健康に危害を与えるリスクの大きいものから抽出する。
主たるものが病原菌やウイルス汚染による生物的危害、薬品やアレルゲンによる化学的危害、硬質異物による物理的危害を主な危害と想定することが多い。摂食しても健康上のリスクはほとんどないが、昆虫や毛髪の混入といった商品の販売に影響を及ぼす危害もあわせて想定する。
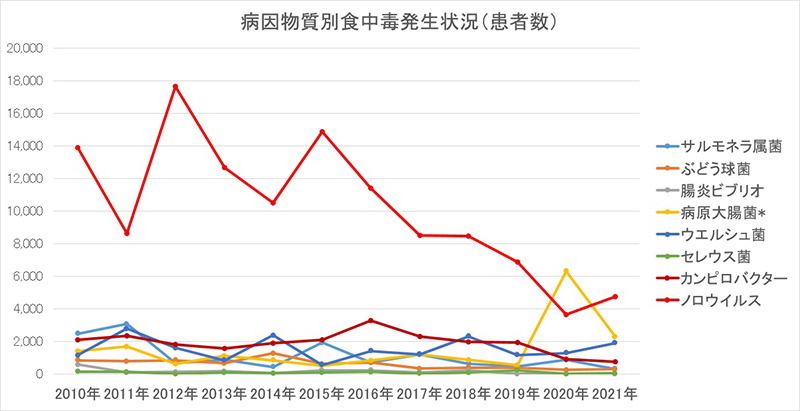
病原菌やウイルスについては、国内で発生した過去10年もしくは20年の健康被害事案をすべて網羅してリスクの大きいものを考える。
例えば病原菌汚染で多い、ノロウイルス、病原性大腸菌、カンピロバクターといったものは、後者の2つは主に食肉加工工程での汚染となる。
次いで汚染の多い、ウエルシュ、サルモネラなどは土壌由来で野菜加工工程、最近発生の少ない腸炎ビブリオは魚加工工程といったように、原材料ごとに危害要因を持つことが分かる。
原材料に由来した危害要因もさることながら、黄色ブドウ球菌やノロウイルスといったヒト由来の病原菌汚染がおおきなリスクとして存在する。
化学的危害は、薬品の保管など、建築的にも保管室を設けるなどの対応が可能となる。
今後、対応が増えていくと考えられるアレルゲンについては、その管理には製造品目ごとに配慮が必要となることが想定される。
物理的危害も工場全般に及び、室内に設置する建築資材すべてにおいて、鋭利な破片が出る可能性のある材料、離脱しやすい小型金属の使用を控える必要がある。例えば、電球などのガラス製照明器具に始まり、姿見の鏡をガラス製でなくステンレス製にする、器具や配管の支持にねじ込み式のビスの固定といった細かい配慮が必要になる。
食品製造工場の室内環境維持[温度管理]
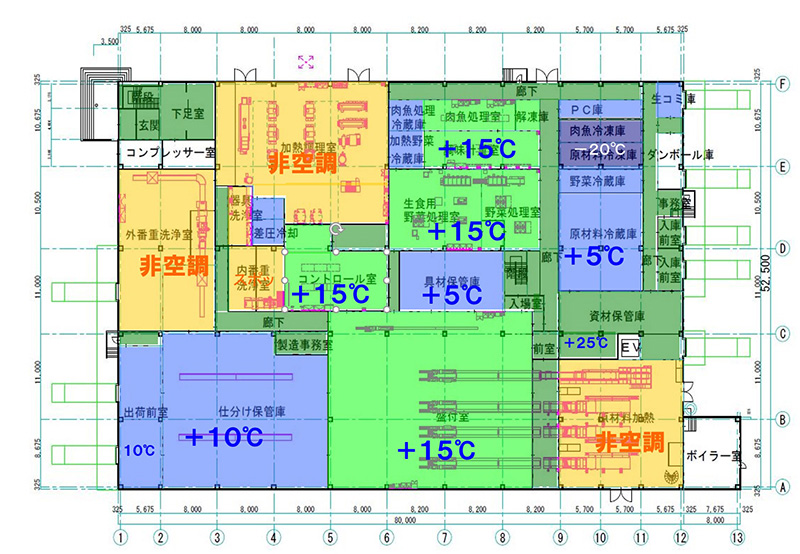
食品製造工場は、かつては一般空調、冷蔵、冷凍といった温度区分だけで製造されていたが、消費期限が48時間、72時間といったサンドイッチや惣菜などのカテゴリーでチルド調理として15℃室で盛付け、包装作業を行うようになり、チルド調理室を設置する工場が多くなった。
また、米飯は15℃になるとでんぷんのβ化が進み、20時間程度の消費期限中の品質維持が難しくなるので、細菌などの微生物の増殖とのバランスを取った20℃という盛付け、包装室が設定されることがある。
包装後の仕分室を少し高めの温度で10℃に設定している場合もあり、そうすると一つの工場で一般空調の25℃から5℃刻みの温度帯が設定されることもある。 なお、建築的な室温とは空調機のリモコンの設定温度を想定している。例えば15℃設定であれば室温が上昇して設定した3℃などの温度差がつくと空調機の冷却が始まり、室温が15℃に到達すると冷却を停止する。しかも温度の管理は空調機の温度センサー、主に室内を循環して戻ってきて空調機の吸込み口に戻った段階の空気温度を計測したりする。
一方、HACCPの温度管理の一環として、空調機の示す室温を1時間ごとなど定期的に記録表に記入するケースも多くなった。その場合、例えば15℃設定だと18℃から15℃の温度がランダムに記載されることになり、記録表の温度を15℃以下に揃えるために空調機のリモコンの設定を3℃から5℃下げる工場も多くなっている。 室温の定義自体、建築と食品製造ではすり合わせができていないということになる。
もちろんパンの生地を発酵する発酵庫のように、空調機の運転に頼らず、室内の複数ポイントの温度をセンサーで計測し、温度偏差±0.5℃に維持するといった設備を作ることも可能である。ただし、設備費用が高額になるため、通常の生産室では考え方のすり合わせだけ行って、空調機標準の運転で温度管理を行うほうが現実的である。
工場設計の全体像
HACCPをベースとした食品工場のレイアウトについて記載してきたが、工場のレイアウトを進める前には土地の取得から行政との協議まで幅広い準備が必要となる。
建物に直接関係する建築基準法のほかに、用途地域などを定めた都市計画法、一日に製造する食数が10万食以上となると建築面積が3,000㎡を超えてくるため工場立地法も関係し、さらに電力、ガス、給水、排水といった公共サービスのインフラなどで多くの条件が存在してくる。
取得できる土地の地型や前面道路の配置によって、建物の外構部分も含めた入荷口、出荷口の配置が工場内部のレイアウトに直接影響し、そこから設計が始まるケースが多い。
こちらは一般建築を行う設計士でも問題なく設計できる部分であるのでおおきな問題は起きない。
この後、惣菜やサンドイッチなど温度管理項目の多い工場を想定して、換気、エアバランス、結露、給排水などについて後編で記述する。
(菱熱工業株式会社 岡安晃一)
食品製造工場の設計手順(前編)~HACCPの考え方を取り入れた工場設計~
メールアドレスとユーザー名でダウンロードいただけます

